
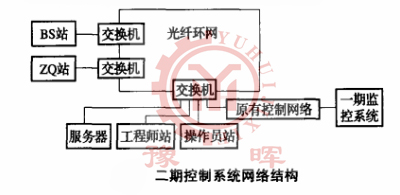
在應用西門子S7-400系列CPU417-4H來實現回轉窯控制系統中的冗余操作時,相應的電源為PS407 10A。通過CP343-1與交換機連接,接入上位機。利用CP443-5實現與現場儀表、其他小系統之間的Profibus-DP通信。使用S7-300系列I/O模件實現電控與儀控功能。而回轉窯的二期控制網絡結構如圖所示:
皮帶機塊內部是簡單的電動機啟動梯形圖,與隊列塊一樣,所有現場I/O點均在塊外定義,當隊列塊給出一個啟動命令“Q”時,回轉窯電動機塊中的“AUTOSTART”管腳會觸發電動機塊的啟動,觸發“順序停止”管腳,可使電動機順序停止。如果想要促使順序啟動命令發出后某臺設備沒有啟動并重新啟動情況下,直接啟動該設備的功能得以實現,需要對回轉窯另外添加一個時間選擇塊“TIME-SEL”,該設備啟動時把“0s”賦給TI,或者把“5s”賦給TI。
在遵循以上操作的情況下,才有可能將回轉窯生產中的冗余操作高效率的利用起來,詳細的回轉窯煅燒操作可參考豫暉新聞資訊:http://www.iferv.com/news/
(文章源于河南豫暉球磨機、回轉窯指定網站:http://www.iferv.com/,轉載注明出處)